



作为机械制造业的重要生产设备,数控机床在工业加工中起着极其重要的作用。数控机床的精度和生产效率在很大程度上由其所使用的刀具决定。在实际生产中,如果能及时、准确地检测出刀具的损坏或磨损,不但能最大程度地降低工件的报废率,更能避免对机床造成伤害,从而避免更大的损失。
刀具检测技术是刀具产品质量评定过程的一项重要技术,也是保证刀具加工产品质量的关键技术之一。目前,我国对刀具的检测大多停留在肉眼识别的程度,检测系统大部分还停留在光学投影式瞄准,不但检测效率低下,而且差错率极高,远不能满足现代化生产系统的要求。
国内外学者一直致力于刀具快速、准确检测技术的研究。王飞等利用计算机视觉技术实现了刀具几何参数快速、高精度测量,田国富等研究了数字刀具测量系统,杨学刚等针对刀具的磨损研究了便携式刀具在位检测技术,张宝仪综合分析了石墨电极加工用梳刀检测要点及检测方法,而针对管螺纹梳刀的三维检测研究还鲜有人涉及。
本文针对加工油井内部石油输送钢管连接处螺纹的管螺纹梳刀,提出了一套快速、准确的全域检测方法,对提高刀具检测效率、螺纹加工质量以及延长刀具使用寿命具有重要意义。
1 管螺纹梳刀分析
管螺纹梳刀是一种用于加工油井内部石油输送钢管连接处V型锥管螺纹的专用刀具(见图1)。被加工管螺纹的齿底由螺纹梳刀的精切削齿齿顶完整地切制而成,齿顶由梳刀精切削左、右两侧齿底圆弧切制而成。螺纹梳刀切削齿的几何参数是影响螺纹质量、精度以及刀具切削性能和使用寿命的关键因素。因此,刀具破损后的快速和精确检测对于提高产品加工质量、延长刀具使用寿命有十分重要的意义。
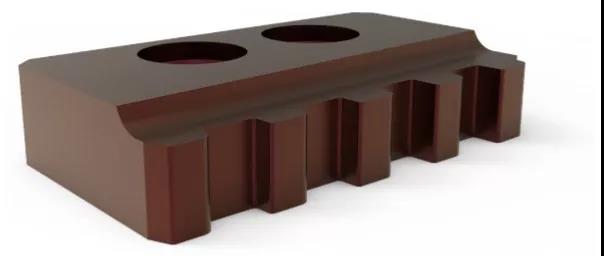
图1 管螺纹梳刀
2 常用检测方法
(1)光学投影检测
目前,国内生产和使用的刀具检测系统大多为光学投影式测量仪,其原理是通过将刀具轮廓放大成像在投影屏上,通过人眼来测量刀具的几何参数。这种方法采用人为瞄准,在测量上不仅存在一定的主观误差,而且精度低、耗时长,已经难以适应现代化数控加工的要求。图2为通过光学投影检测方法获取的刀具轮廓信息图。
图2 光学投影检测结果
(2)计算机视觉检测
通过计算机视觉检测技术设计截面轮廓检测系统是管螺纹梳刀类工件常用的检测方法,视觉检测流程见图3。需要搭建一套图像采集系统,通常由CCD(或CMOS相机)、图像采集卡和照明系统组成。通过图像采集设备获取刀具正投影图像,再对图像作一定预处理,提取刀具二维轮廓边缘图像,最后通过与模板图像匹配或通过特定的算法计算出刀具各参数的值,从而得出检测报告。

图3 计算机视觉检测流程
该方法不足之处主要在于:①仅检测刀具边缘的二维轮廓信息,采集数据量少,无法检测关键数据点;②图像处理分析软件的普适性较差,对于不同检测要求需要单独开发检测系统,成本较高;③检测精度受采集设备及图像处理算法的限制。
(3)三维检测方法
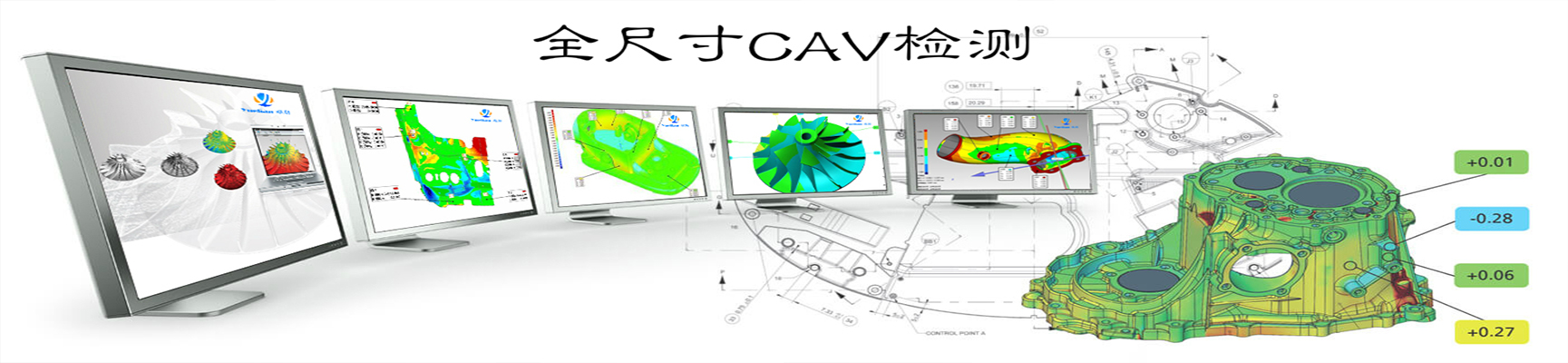
随着计算机技术与激光扫描技术的发展,计算机辅助验证(ComputerAided Verification,CAV)检测方法逐渐成熟。如图4所示,利用激光扫描技术获取产品的点云数据,据此与设计模型作重叠对齐处理,再通过计算机软件特定的算法计算出点云数据模型与设计模型各点的偏离程度,并以不同颜色显示产品的误差值。由此可见,CAV检测方法并不需要逐一检测各类检测指标是否在误差允许范围内,而是通过三维模型的对比,分析出产品点云模型与设计模型之间面—面、点—点的偏离程度是否在误差允许范围内,进而检测出刀具各类检测指标是否合格。该方法是一种三维全尺寸比对检测方式,一般称为全域检验,具有检测速度快、对比分析数据精准、适用于多种零部件等优点。
图4 三维检测方法流程
3 梳刀三维检测
(1)获取梳刀点云数据
采用高清精密蓝光三维扫描仪获取管螺纹梳刀的点云模型。该设备扫描精度达0.003mm,扫描速度快、无噪点,能够直接生成stl格式的三角网格模型,省去繁琐的人工处理过程,降低人为因素带来的误差。
图5为通过三维扫描仪获取到的梳刀点云数据模型。在扫描过程中,因梳刀颜色较暗,受梳刀表面反光性等因素的影响,通常情况下需要均匀喷涂一层反差增强剂,以提高设备采集精度。此外,只需要360°旋转梳刀,并同时执行扫描命令,便可以轻松得到精确和完整的梳刀点云数据模型。
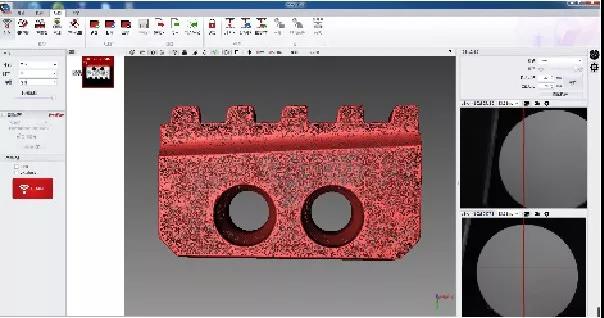
图5 梳刀点云数据模型
(2)检测分析
①坐标对齐
图5所示的梳刀点云数据模型是在三维激光扫描仪的坐标系中得到的,而参考模型的坐标系是设计时确定的。因此在对比分析之前,需要将点云数据模型通过一系列的变换,使其与参考模型坐标系对齐,该过程是三维检测技术的关键之一。
首先将点云数据模型与参考模型导入Geoma-gic Qualify软件中,分别设置为“Test”与“Reference”,即将点云数据模型设置为测试模型;然后,在软件中将“Test”与“Reference”对齐。一般情况下,需要对点云数据模型创建一定数量的特征,以便于软件识别“Test”并自动与“Reference”模型相应的部位重叠对齐。由于梳刀整体形状规则,不存在大的曲面变化,因此直接使用Geomagic Qualify软件中的“最佳拟合对齐”功能即可自动将“Test”与“Reference”对齐,对齐效果见图6。
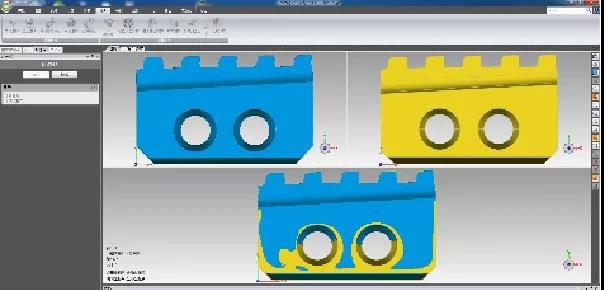
图6 点云模型与参考模型对齐
②对比分析
坐标对齐后即可进行误差分析。利用Geoma-gic Qualify软件中“3D比较”功能对该梳刀进行误差分析,得到如图7所示的偏差色谱图。中间灰白色部分表示该区域偏差在允许范围内,往上偏黑色系表示的是凸出部分上偏差,颜色越深偏差越大;往下偏白色系表示的是凹陷部分下偏差,同样颜色越深,下偏差越大。
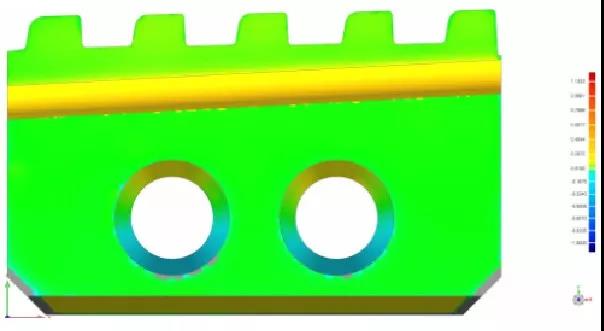
图7 比对结果
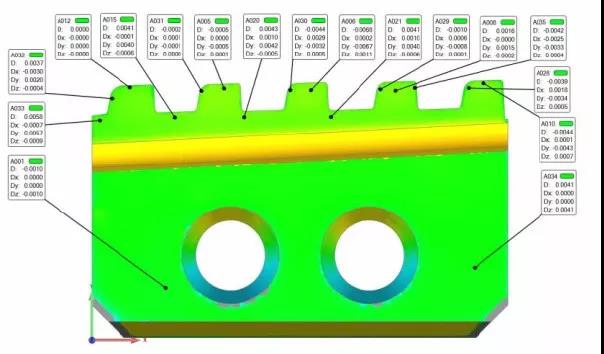
图8 比对全局标注结果
(3)偏差分析
在完成管螺纹梳刀的“3D比较”分析后可以导出检测报告,在报告中包含平均偏差、偏差分布图、偏差数据表、标准偏差数据表以及直方图等数据。
如表1所示,“3D比较”结果显示最大上偏差为0.0058mm,最大下偏差为-0.0068,平均偏差为0.0030/-0.0042mm,标准偏差为0.0025mm。结合图7和图8可以看出,切削齿处偏差较小,标注位置误差值都在合格范围内,说明该梳刀合格。
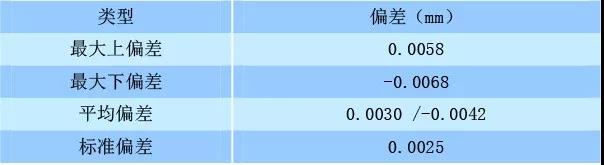
表1 梳刀比对结果
如图9所示,梳刀测量偏差值是通过17个位置点偏差值绘制而成的,包含X方向偏差、Y方向偏差、Z方向偏差以及总偏差。可以看出,所有点的偏差值集中在±0-0.0068mm之内,说明点云数据模型精度较高。一般产品的线性尺寸绝对公差均在±0.001-0.00068mm之间,则该三维CAV全尺寸检测的精度完全满足于精密的螺纹梳刀检测。
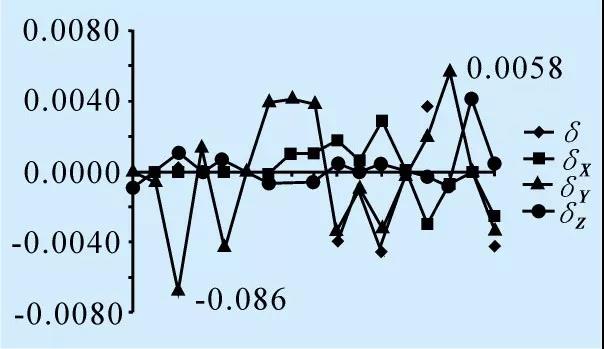
图9 梳刀测量偏差值
δ.总偏差,δX.X方向偏差,δY.Y方向偏差,δZ.Z方向偏差
小结
针对加工油井内部石油输送钢管连接处螺纹的梳刀快速、准确检测方法展开了研究,总结了传统光学投影检测方法与计算机视觉检测方法的不足,提出了一种三维全域检测方法并验证了其可行性。通过对比分析得出,该方法具有高效、准确、适用范围广等优势,对于刀具生产企业缩短产品开发周期、降低产品开发成本以及提升螺纹加工质量具有重要意义。